Общие сведения
Анаэробные уплотняющие материалы представляют собой
жидкие составы различной вязкости, способные длительное время
оставаться в исходном состоянии без изменения свойств и быстро
отверждаться в узких зазорах при 15-35°С при нарушении контакта с
кислородом воздуха с образованием прочного полимерного слоя.
Уплотняющие составы, благодаря высокой проникающей способности плотно
заполняют микродефекты сварных швов, литья, проката, прессованных
изделий, изделий из металлических порошков, обеспечивают уплотнение с
высокой степенью герметичности, фиксируют взаимное положение деталей с
различными видам соединений (резьбовыми, с гладкими поверхностями,
фланцевыми), используют для антикоррозионной защиты уплотняемых деталей.
Выпускаемые герметики отличаются по прочности, термической и химической стойкости и обеспечивают работоспособность аппаратов и конструкций при эксплуатации их в контакте с органическими растворителями, агрессивными средами (кислоты, щелочи и др.) в широком интервале температур и давлений.
Основой анаэробных составов являются полимеризационноспособные соединения акрилового ряда, чаще всего диметакриловые эфиры полиалкиленгликолей, для которых характерна высокая скорость превращения в пространственносшитые полимеры. В состав герметиков входят ингибирующие и инициирующие системы, обеспечивающие длительное хранение герметиков и быстрое отверждение в изделиях, различные загустители, модификаторы, красители и другие добавки.
Скорость, отверждения и время достижения максимальной
прочности соединения зависят от температуры окружающей среды. Понижение
температуры ниже 15С замедляет полимеризацию, поэтому необходимо
использовать активатор. Некоторые марки анаэробных герметиков способны
полимеризоваться при температуре -10С, что позволяет осуществлять
сборку и ремонт изделий в полевых условиях. На качество уплотнения
оказывает влияние природа материала герметизируемого изделия, чистота
поверхности (рис. 1), величина зазора (рис 2), конфигурация изделий,
технология сборки, режим отверждения и др.
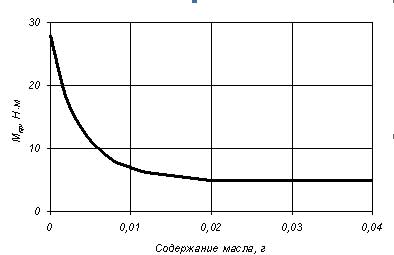
Рис. 1. Зависимость момента отвинчивания Мкр резьбового соединения от содержания масла на поверхности соединяемых деталей.
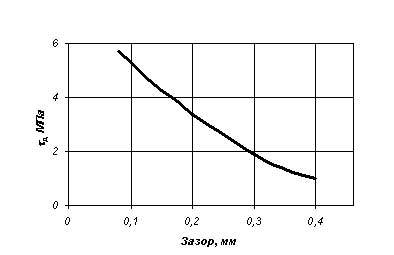
Рис. 2. Влияние величины зазора между стыкуемыми поверхностями на прочность уплотняющего слоя герметика.
По влиянию на скорость отверждения герметика материалы условно делятся
на три группы: активные (медь, сплавы меди), нормальные (железо,
углеродистые стали, цинк), пассивные (высоколегированные стали,
алюминий, золото, титан и его сплавы, материалы с антикоррозионными
покрытиями, пластмассовые изделия).
Зависимость скорости отверждения герметиков от контактирующих материалов приведена на рис. 3.
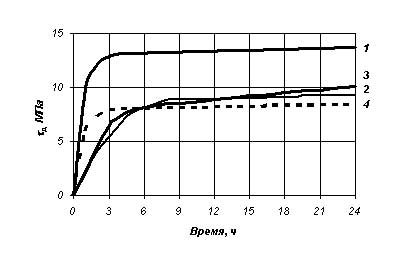
Рис 3. Зависимость предела прочности от времени и контактирующего материала:
1 – сталь -40; 2 – алюминий; 3 – оцинкованная сталь; 4 – конструкционная сталь с фосфатацией